Based on demand data, a replenishment plan for inventory must be designed. A replenishment plan consists of deciding when to order and the quantities to order in the period to be covered.
The decision of when stock should be replenished and when an order should be placed is crucial for successful inventory management. Two different methods can be applied:
- Based on the pre-established frequency of systematic orders.
- Based on a pre-established threshold of stock levels, the re-order level.
A third method includes reacting to dynamics external to the storage facility, such as budgetary cycles or combining orders with other agencies as part of a network or consortia. If inventory management is runs the risk of being exposed to external dynamics, coordination with relevant stakeholders is key.
Agencies should decide if a single method should be applied, or if switching from one method to the other is more useful. This decision depends on criteria such as:
- The phase in the relief intervention: Is the supply chain responding to a stable long-term program? Or is it responding to the early phases of a response with high levels of uncertainty?
- The standard delivery time of the orders: Are the supplies sourced from the local market taking short lead times to get the ordered items? Or the supplies are sourced in international market with long lead times?
- The supply chain strategy: is the supply chain operating under a push or pull strategy?
- The number of different products ordered simultaneously: Although forecasting may be done on the level of SKU, it is a common practice to order on the level of a product group or supplier. Product grouping can be designed according to the market and supplier (i.e., construction materials, drugs, hygiene) or demand dependency (i.e., kits).
Systematic Orders
Systematic orders based on a pre-established frequency is a common practice in:
- Long term programs with steady consumption rates.
- When operating under a push strategy.
- When supplies are sourced in the international market and undertake long transportation periods.
- When different products are grouped and ordered simultaneously.
Systematic ordering is the most efficient method to refill inventory as it establishes working patterns and distributes the workload regularly throughout time. Systematic ordering also requires good planning, team discipline and reasonable forecasts.
The re-ordering cycle is directly related to the demand (D) and the quantity to be ordered (Q): the larger is the quantity ordered, the longer will be the period between orders. The higher the demand (D), the shorter will be re-ordering cycle.
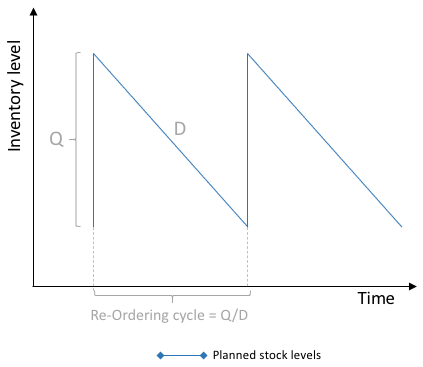
|
The frequency of orders may also be affected by other factors such as:
- Lead time.
- Costs of reordering (CR), including costs of labour in the procurement department and the cost of transporting.
- Costs of holding inventory (CH).
- Available storage capacity.
- Security risks of the given context (related to transport or to storage).
All the above-mentioned factors must be considered to find the best compromise between inventory levels and the frequency of orders. For international orders having a lead time between 3 to 4 months, bi-annual or annual orders are considered a correct compromise. For domestically procured or locally available items, shorter lead times may be acceptable.
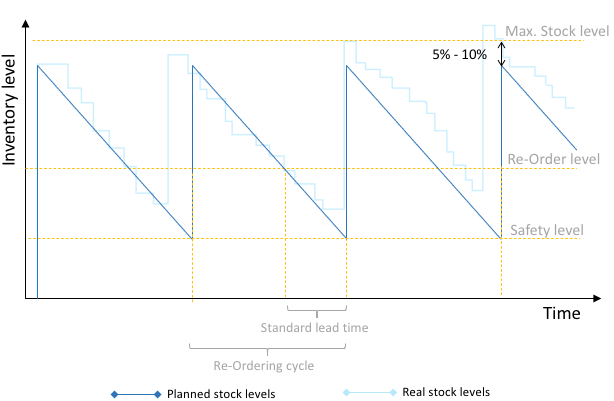
In general, a 5% to 10% buffer can be kept as a margin from the maximum stock level to avoid over-stocks after periods of lower consumption. In cases where the re-ordering cycle is constrained because of limited storage capacity, consider alternative storage facilities to decrease the stress in the supply chain.
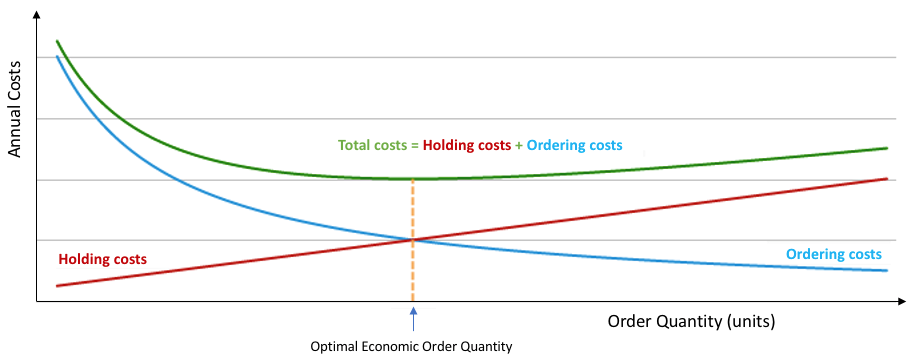
There are several mathematical models in commercial logistics to calculate the optimal re-ordering cycle. One of these models is based on the demand and the economic variables only (costs of reordering an item and the cost of holding it in the inventory). It is referred as the Economic Order Quantity (EOQ) model:
Nevertheless, estimating the costs of reordering and holding an item in inventory can lead to complex calculation processes and is only recommended for well-established and mature supply chains.
Misalignment between expected inventory levels and real inventory levels for certain items may happen due to fluctuations in demand or variations in lead time. Corrections to the pre-established frequency of orders can be done after certain re-ordering cycles have been completed. It is recommended to stick to clear and easy-to-remember frequencies: monthly orders, quarterly orders, bi-annual orders or annual orders. This will ease the coordination between the different stakeholders all along the supply chain.
Pre-established Thresholds/Minimum Re-order Levels
A second method used to decide when to place an order for stock replenishment, consists of monitoring stock levels and placing orders whenever they reach the pre-established re-order level. This method is normally applied under pull supply chain strategies, at the beginning of new programs when consumption records are unavailable, or when the concerned articles are easily accessible with short lead times.
Special attention must be taken when storing articles with dependent demand or when requiring kitting for order processing. Stock items with dependencies on items with lower stock levels will determine the need to launch an order for a whole group of items.
Calculating Order Quantities
Demand (D), the re-ordering cycle (Ro) and the quantity to be ordered (Q) are closely related. The longer the period between orders, the larger the quantity to be ordered. If demand increases, the larger the order that will need to be placed.
|
Independently of the re-order level, the quantity to be ordered (Q) can be calculated at any given time based to the following variables:
- Demand (D),
- Lead time (LT)
- Time period to be covered by the order (T)
- Stock level (S): the running stock at the given time
- Items in the pipeline (P): ordered inventory, transit inventory, back orders, loan reimbursements, etc.
The basic calculation for the quantity to be ordered (Q) considers the demand during the period to be covered (T x D), plus the demand during the lead time (LT x D), subtracting the quantities in stock (S) and the quantities in the pipeline (P):
If preparing an order when inventory reaches the pre-established re-order level, the quantity to be ordered (Q) will be calculated in the same way but using the re-order level instead of the running stock level.
In cases where the safety stock (SS) must be replenished (totally or partially) the required amount should be added to the previous formula.
More sophisticated models can be applied to calculate the optimal quantity of goods to order. The Economic Order Quantity (EOQ) model can be used for computing the economic optimal quantity of goods while ordering. This model is based in economic variables such as the ordering costs and the holding costs. It defines the optimal quantity as a balance between increased costs due to holding a lot of stock, and the economy of scale obtained when making big orders.
According to the EOQ model, the optimal quantity to be ordered is defined by the annual demand quantity (D), the costs per order (CR) and the holding costs (CH), as follows:
